LabTest Certification Services
LabTest provides product testing and certification to national and international standards in a vast range of in-house, field, and R&D testing capabilities. We provide services in areas such as Electrical, Hazardous Locations, EMC, Fuel Burning, Plumbing, Marine, Solar, Energy Efficiency, Building Materials, Environmental Testing, and PPE.

LabTest provides product testing and certification to national and international standards
Your Complete Testing and Certification Partner
When bringing a new product to market, regulatory compliance isn’t optional—it’s the gateway to commercial success. Whether you’re developing electrical equipment, building materials, or personal protective equipment, meeting safety standards protects both your customers and your business from liability.
Both in-house and on-site evaluations anywhere, as well as Certification and Training for Management System Standards (ISO 9000 series of standards).
Testing Capabilities That Match Your Needs
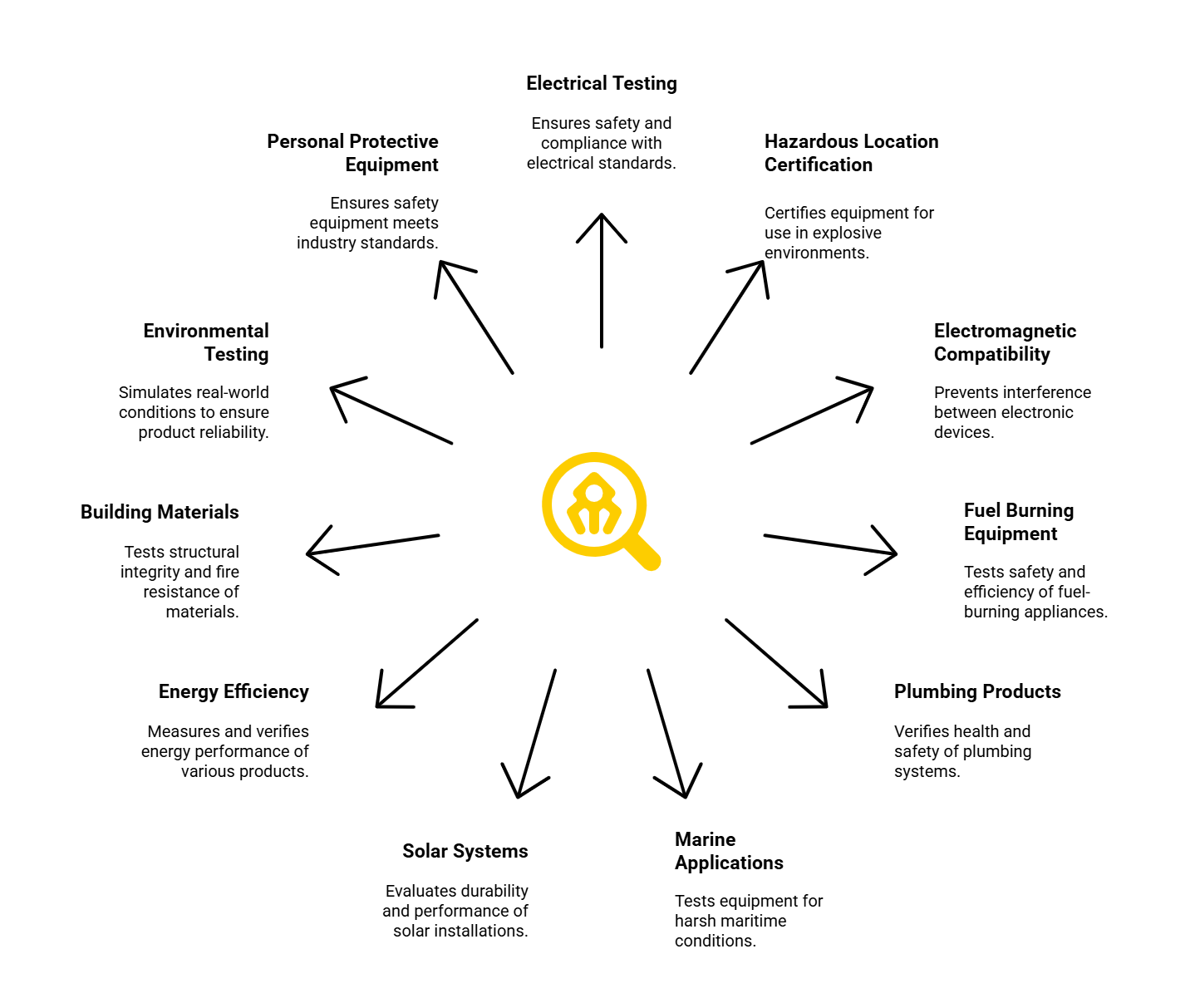
What does LabTest offer? Well, our testing services covers the full spectrum of product development and manufacturing across multiple industries:
- Electrical Testing: We evaluate everything from basic electrical safety to complex power systems, ensuring your products meet CSA, UL, and IEC requirements. This includes surge protection, insulation resistance, and thermal performance testing.
- Hazardous Location Certification: Products destined for explosive atmospheres require specialized testing. We assess equipment for use in chemical plants, oil refineries, and mining operations where safety margins can mean the difference between normal operation and catastrophic failure.
- Electromagnetic Compatibility (EMC): Electronic devices must coexist without interference. Our EMC testing identifies potential problems before they become costly recalls or customer complaints.
- Fuel Burning Equipment: We test gas, oil, and solid fuel appliances for safety and efficiency, ensuring compliance with heating equipment standards and emissions regulations.
- Plumbing Products: Our testing covers pipes, fittings, fixtures, and water treatment systems to verify they meet health, safety, and performance requirements for potable water applications.
- Marine Applications: Marine equipment faces salt spray, vibration, and temperature extremes. We test navigation systems, safety equipment, and electrical components for harsh maritime environments.
- Solar Systems: Solar installations must withstand decades of weather exposure while maintaining electrical performance. We evaluate panels, inverters, and mounting systems for durability and safety.
- Energy Efficiency: We measure and verify energy performance for appliances, HVAC systems, and building components to help manufacturers meet efficiency standards and labelling requirements.
- Building Materials: From fire resistance to structural integrity, we test construction materials under conditions that simulate years of use in compressed timeframes.
- Environmental Testing: Products face temperature extremes, humidity, vibration, and other environmental stresses. Our testing simulates real-world conditions to verify long-term reliability.
- Personal Protective Equipment (PPE): We test safety equipment, including helmets, protective clothing, respirators, and fall protection gear, to ensure worker safety across various industries.
Beyond Testing: Comprehensive Support Services
- Preliminary Design Reviews: For manufacturers still in the design phase, we identify potential compliance issues before tooling and production commitments are made. This front-end investment typically saves both time and money.
- Training Programs: We provide specialized training that helps your team understand standards, requirements, and testing procedures. When your staff understands the reasoning behind regulations, they make better decisions throughout development.
- Test Witnessing: Some customers prefer to observe testing firsthand, especially for critical applications. Our test witnessing services provide transparency and can help identify opportunities for product improvement.
- Management Systems Certification: We provide certification and training for ISO 9000 series standards, helping companies establish quality management systems that support ongoing compliance and continuous improvement.
Why Standards Matter
Regulatory standards exist because real-world failures have real consequences. A poorly designed electrical connection can start fires. Inadequate personal protective equipment can result in workplace injuries. Building materials that don’t meet specifications can compromise structural integrity.
Standards represent collective industry knowledge about what works and what doesn’t. They provide a common language for safety and performance expectations across global markets. Meeting these standards isn’t just about regulatory compliance—it’s about building products that work reliably for their intended lifespan.
Getting Started
Every product and application presents unique challenges. Our technical team reviews your specific requirements and develops testing plans that address relevant standards while staying within your project timeline and budget.
We can work with prototypes during development or production samples ready for final certification. Contact us today to discuss your testing and certification needs, and we’ll help you understand which standards apply to your products and develop a path toward successful certification. Get in touch with us today!


